あけましておめでとうございます(`・ω・´)ノシ
当ブログ、今年で「3年目」に突入しました(*´ω`*)
こんな内容の希薄なブログが続けられるのも、偏に訪問して頂ける方、質問など頂ける方々のお陰です。
感謝で御座いますm(__)m
昨年は色々ありまして、当ブログの更新が滞る事が多々あり、反省しております・・・。
昨年の様な長期停滞はなるべく避けれたらと思いますので何卒宜しくお願い致しますm(__)m
さて、2021年の初作業はと言いますと・・・。
メス型の”作り直し”をしたいと思います(`・ω・´)ノシ
というのも・・・。
以前、透明シリコンのレビューで紹介したシリコン(ワッカーシリコン)が、やっと使い切ったので、定番の造形村シリコンに切り替えようという訳です。
その以前レビューしたシリコンの記事はこちら↓

因みに造形村シリコンのレビューはこちら↓

ついでに、原型にちょっと加工したかったので、タイミング的には丁度良かったです(´・ω・)
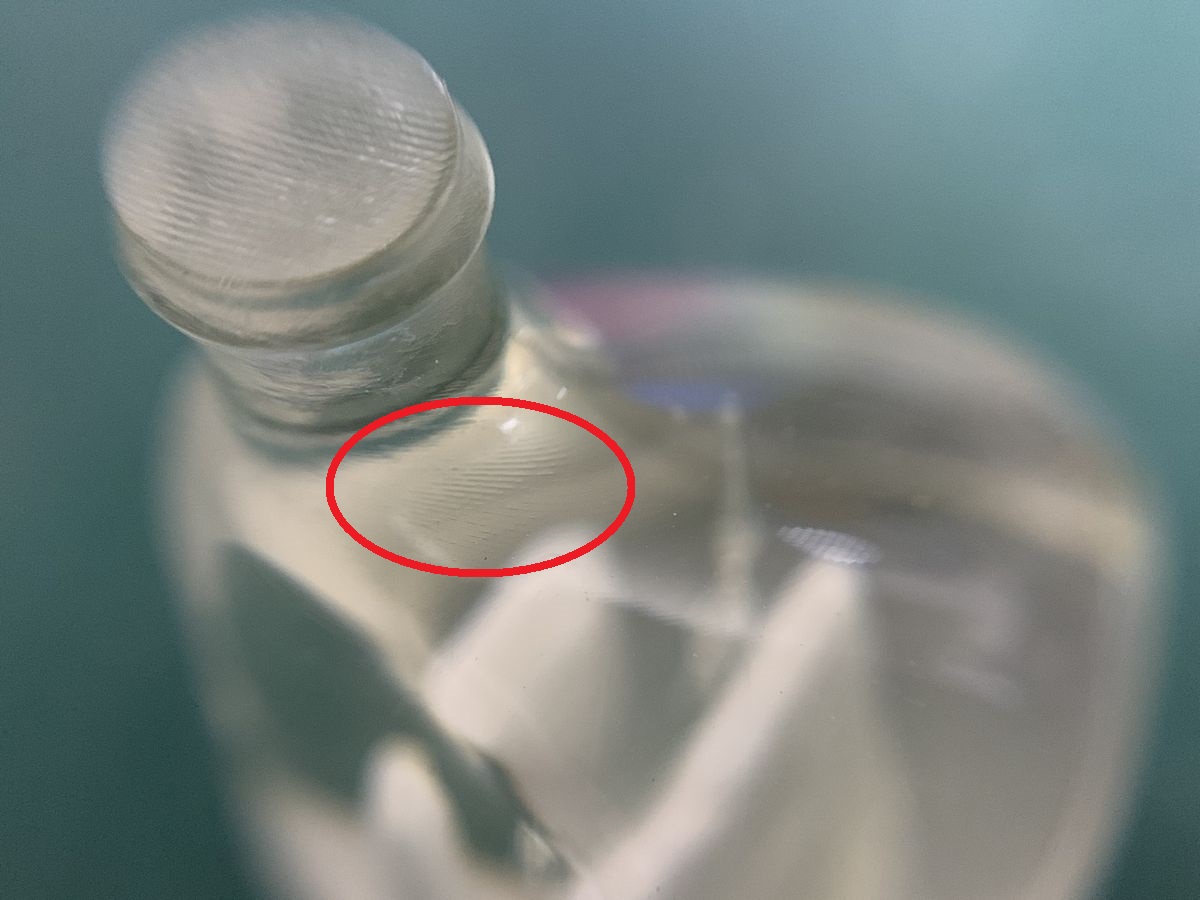
原型に加工?というのは・・・。こちら↓

(赤丸部分)”積層痕の消去”なんです(>_<)
こちらの原型は、”3Dプリンタ”で製作しておりますので、積層の重ねた跡が年輪の様に残る訳ですね(´・ω・)
予め研磨し消去したはずだったのですが、ステム根元付近に消し切れていなかった箇所があったのです。
シェルを作る度に、研磨で消去していたのですが、流石に面倒臭いと予てより思っており、原型の加工をいつかやろうと思っていたのですが、ずるずると・・・。
年初め、最初の作業は、”原型加工→メス型製作”を行おうと思います(`・ω・´)ノシ

ヤスリの番手は、「#800」で、積層痕の凹凸を無くします。
ポイントは、強く擦らない。この一言・・・。
強く擦ると研磨傷が深くなるので、後々のフォローが大変になります(>_<)
その後ヤスリの番手を、#1000~2000 と上げて行きます。
最終的に、”#8000”まで行います。
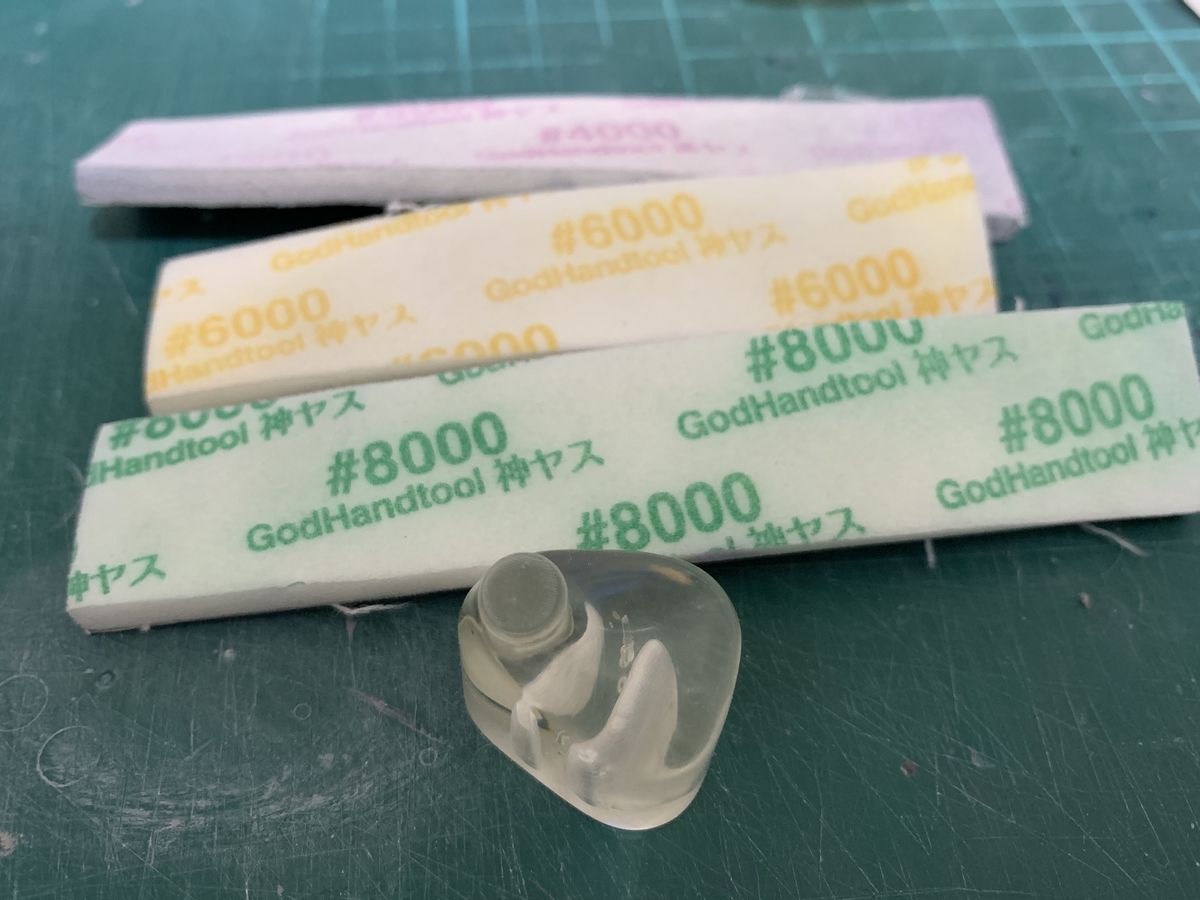
#8000までいっても、艶は出ませんので次の工程へ(´・ω・)ノシ
今回は、新しい道具を使用してみます。

シャンク(軸)2.35mmサンディングディスク&バフ
見ての通り、自動車に使う”ポリッシャ”のリュータ版で御座います(´・ω・)ノシ
これは中々の便利グッズです。
シャンク(軸)径「2.35mm」のリュータなら取り付け可能なサンディングディスクです。
バフとディスクの間は、面ファスナになっており、交換も容易です。
リュータに取り付けたらこんな感じになります↓

コンパウンドを用いた研磨では、作業効率がかなりアップしました(>_<)

↑シャンクには4種類ありますので注意が必要です!(2.35mm、3mm、6mm、10mm)

※因みに、低速回転で研磨する事をおススメします。
高速だと、樹脂が焼き付きますので、最低速から様子を見ながら回転数を上げていきましょう
バフ掛けも終わりましたので様子を見てみましょう!
(赤丸部分)チョットノコッテルネ・・・。(。-∀-)
一からやり直し。急がば回れです(。-∀-)
素直に、ヤスリ掛けの#800からやり直しましょう(>_<)
出直してバフまで終わって・・・。
 よかよか(*´ω`*)
よかよか(*´ω`*)
これでやっとメス型が作れます(ノД`)

このメス型で何個のシェルが作れるかな???
今回はこの辺で!
今年もこんな感じで続けていけたらと思っておりますので、お暇が有ればお付合い頂けたらと思いますm(__)m
それではありがとうございました(`・ω・´)ノシ

コメント